24小時銷售熱線:
15530474500
15530474500
技術文章 Encyclopedias
當前位置:泊頭市東赫機械制造有限公司>>
新聞資訊>>
常見問題
新聞中心
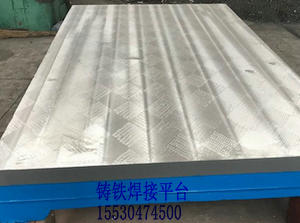
怎么預防鑄鐵焊接平臺粘砂
預防鑄鐵焊接平臺粘砂可采用如下措施:
1.避免較高的金屬液靜壓力頭,在滿足,鑄鐵焊接平臺補縮條件下冒口高度不要過高,避免澆包處于高位直接澆到直澆道內(nèi),時可利用盆形澆口杯緩沖一下金屬流,并形成恒高靜壓力頭。
2.盡量使用粒度較細的鑄造用砂。
3.采用樹脂砂造型和制芯不能僅靠型砂的良好流動性,要緊實,時輔以震動。
4.型砂不可加入過量煤粉和水分。
5.減緩型內(nèi)產(chǎn)生的動壓
6.鑄型或型芯使用的涂料。
鑄鐵焊接平臺質(zhì)量控制
1、合理選定鑄造合金和鑄件結構。
2、合理制定鑄件技術要求(允許缺陷,具有規(guī)定)
3、模型質(zhì)量檢驗(模型合格—鑄件合格)
4、鑄鐵焊接平臺質(zhì)量檢驗(宏觀, 儀器)
5、鑄鐵焊接平臺熱處理:應力, 降低硬度,提高切削性,機械性能,退火,正火等。