熱門搜索:人防焊接平臺(tái) | 檢驗(yàn)平臺(tái) | 鑄鐵方箱 | 鑄鐵平臺(tái) | 焊接平臺(tái) | 鉗工平臺(tái) | 機(jī)床鑄件 | T型槽平臺(tái) | 裝配平臺(tái) | 鑄鐵工作臺(tái) |
◆ 新聞中心 News
- ∷ 技術(shù)文檔
- ∷ 行業(yè)資訊
- ∷ 常見問(wèn)題
- ∷ 采購(gòu)指南
- ∷ 產(chǎn)品百科
24小時(shí)銷售熱線:
15530474500
15530474500
技術(shù)文章 Encyclopedias
當(dāng)前位置:泊頭市東赫機(jī)械制造有限公司>>
新聞資訊>>
技術(shù)文檔
新聞中心
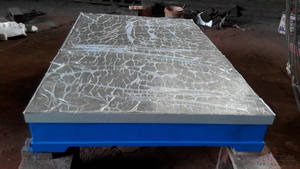
鑄造的焊接平臺(tái)
焊接平臺(tái) 的鑄造焊接方法焊接平臺(tái)鑄件的壁厚過(guò)薄,會(huì)出現(xiàn)在鑄件生產(chǎn)澆不足,冷隔等鑄造缺陷。這是因?yàn)樵摵穸冗^(guò)薄的鑄造合金,不能足夠的容量的液體填充的模具。一般在的澆注條件下,每個(gè)鑄造合金是可以填充模具的**小壁厚,俗稱的鑄造合金的**小壁厚。鑄件設(shè)計(jì),應(yīng)使鑄件壁厚不小于的**小壁厚的設(shè)計(jì)。的**小壁厚和鑄造合金液的流動(dòng)性,鑄件的大小和輪廓。
鑄鐵焊接平臺(tái)的鑄件成分,組織及性能不合格的 征和發(fā)現(xiàn)方法:如果鑄鐵焊接平板材質(zhì)太硬或者太軟,鑄件斷面的宏觀組織和微觀組織不符合標(biāo)準(zhǔn)或技術(shù)條件,用斷面觀察,化學(xué)分析,金相檢查,硬度試驗(yàn)等可以發(fā)現(xiàn)。
原因分析:
1,鐵液過(guò)熱不適當(dāng)。
2,孕育處理不足。
3,硅碳含量偏低時(shí),使材質(zhì)偏硬,硅碳含量偏高時(shí),則偏軟。
防止方法:
1,正確配料,防止操作時(shí)竄料。
2,選擇合適的過(guò)熱溫度。
3,遵守操作規(guī)程及正確處理爐前孕育。