24小時(shí)銷售熱線:
15530474500
15530474500
技術(shù)文章 Encyclopedias
當(dāng)前位置:泊頭市東赫機(jī)械制造有限公司>>
新聞資訊>>
常見問題
新聞中心
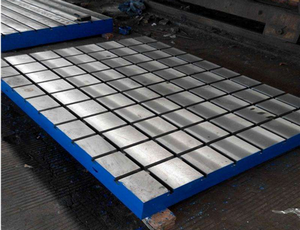
鑄鐵平板廠家分析刨削過程是怎樣的
(1)在刨削T型槽過程中要注意刀具的非切削部分不要與鑄鐵平板發(fā)生摩擦或碰撞,以免造成事故或產(chǎn)生廢品。
(2)鑄鐵平板刨T型槽的凹槽時(shí),切削用量要求,并且要用手動(dòng)走刀,以免損壞刀具和工件。
(3)每次切削行程的終了、回程開始之間,要切刨刀抬出槽處。因此,前后越程都應(yīng)該適當(dāng)放大,以便有較充足的進(jìn)間和空間抬刀或落刀。
鑄鐵平板制造商對合格產(chǎn)品有什么要求?
(1)鑄鐵平板工作面一般應(yīng)采用刮削工藝。對于帶有劃痕的3級鑄鐵平板工作面,表面粗糙度Ra允許的值為5um。
(2)刮削工藝的使用應(yīng)進(jìn)行研究檢查的涂層檢查。研究后顯示的接觸點(diǎn)面積的比例見表3?;蛘?,25mm25mm正方形區(qū)域的接觸點(diǎn)數(shù)量見表3,25mm25mm的接觸點(diǎn)數(shù)量必須在5分以下。
(3)在精度等級為1-3級的鑄鐵平板工作面上,直徑小于15毫米的射球可以用相同的材料阻擋,硬度必須小于周圍材料的硬度。工作面堵塞的沙洞不能超過4個(gè)。
沙洞之間的間距必須大于80毫米。
(4)鑄鐵平板應(yīng)采用精細(xì)的灰鑄鐵或合金等材料制作,工作面的硬度應(yīng)達(dá)到170-220HB。
(5)T型槽平臺 的表面必須清理沙子,平整,油漆牢固。
(6)鑄鐵平板工作面不應(yīng)有嚴(yán)重影響外觀和使用的射孔、孔洞、裂縫、收縮、劃痕、碰撞、生銹點(diǎn)等缺陷。