熱門搜索:人防焊接平臺(tái) | 檢驗(yàn)平臺(tái) | 鑄鐵方箱 | 鑄鐵平臺(tái) | 焊接平臺(tái) | 鉗工平臺(tái) | 機(jī)床鑄件 | T型槽平臺(tái) | 裝配平臺(tái) | 鑄鐵工作臺(tái) |
◆ 新聞中心 News
- ∷ 技術(shù)文檔
- ∷ 行業(yè)資訊
- ∷ 常見(jiàn)問(wèn)題
- ∷ 采購(gòu)指南
- ∷ 產(chǎn)品百科
24小時(shí)銷售熱線:
15530474500
15530474500
技術(shù)文章 Encyclopedias
當(dāng)前位置:泊頭市東赫機(jī)械制造有限公司>>
新聞資訊>>
常見(jiàn)問(wèn)題
新聞中心
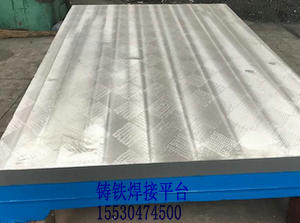
焊接平臺(tái)加工細(xì)節(jié)
對(duì)焊接平臺(tái)的加工細(xì)節(jié):1.鑄鐵焊接平臺(tái)的裝夾:薄鑄鐵通常采用撐板直接在工作臺(tái)上進(jìn)行裝夾。它所產(chǎn)生的夾緊力有利于對(duì)薄鑄鐵的裝夾。2.為了薄焊接平臺(tái)裝夾的性和穩(wěn)定性,預(yù)先將鑄鐵焊接的兩個(gè)側(cè)面加工好。否則,撐板與鑄鐵焊接的側(cè)面 不能很好的接觸,會(huì)使鑄鐵焊接受力不均而變形。3.裝夾時(shí),使焊接平臺(tái)的基準(zhǔn)面同工作臺(tái)面或平墊鐵貼緊。不能用手捶使勁敲打鑄鐵焊接,因?yàn)楸¤T鐵焊接剛性差,易變形、斷裂,并且還有彈性,所以越敲打,鑄鐵越與定位表面不緊和夾不緊。如果鑄鐵焊接下面的縫隙是由于鑄鐵焊接底面不平而產(chǎn)生的,則應(yīng)該用鐵皮墊實(shí)。4.此外,在裝夾鑄鐵焊接時(shí)夾緊力不能太大,否則會(huì)引起鑄鐵焊接中間凸起,待加工后松開(kāi)工鑄鐵焊接,因彈性變形使焊接中間成凹形。5.切削用量:刨薄鑄鐵焊接時(shí),切削力要小,夾緊力也要小,那 應(yīng)采用較小的切削 (約取0.3——0.5mm以下)和進(jìn)給量(約取0.1——0.25mm/往復(fù)行程),以及正常的切削速度,并適當(dāng)?shù)睦鋮s潤(rùn)滑液進(jìn)行切削。
焊接平臺(tái)使用注意事項(xiàng):使用時(shí)應(yīng)把表面清理干凈,工件固定牢固,焊接完成后及時(shí)把工件卸下,防止平板變形。雖然該產(chǎn)品有性,也不可以把它存放在潮濕陰暗處。要定期檢驗(yàn)平板的平面度。